


告知高频感应加热的方式及回火的方式
高频感应加热的方式
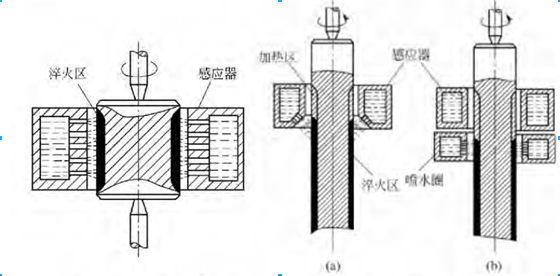
(1)同时加热淬火法
将工件需淬硬的表面加热到淬火温度,利用感应器的喷射孔斜喷冷却剂到加热表面的冷却方法,下图。为保证加热的均匀,圆柱形工件通常绕纵轴以50- 200r/min转动,也可使工件在感应器内上下往复移动使整个表面一次加热后同时淬火。
(2)连续加热淬火法
工件按一定的速度相对于感应器移动,并以50- 200r/min旋转,依次加热和冷却,冷却水自感应器的内孔中喷出,与工件成30。一45。,也可由附加喷水圈喷出,用于淬硬区长、设备功率不足以实现同时加热的工件的淬火,具体方法见下图。
同时加热淬火法 连续加热淬火法
(a)没有附加喷水圈,(b)带有附加喷水圈
感应加热淬火件的回火
与普通热处理相似,感应加热淬火后应进行回火,通常进行低温回火处理,以消除部分残余应力和淬火脆性,在生产中有感应回火、炉内回火和自行回火三种。
(1)感应回火
工件经感应器加热和喷射冷却后。应立即进行感应加热回火,加热时间短,显微组织有大的弥散度,可获得高的耐磨性和较高的冲击韧性等,特别适用于连续加热淬火的轴类、套类等零件的回火,加热速度控制在15~20℃/s为宜。
(2)炉内回火
工件经高频淬火后在井式炉、油炉或其他设备中进行回火,回火温度应根据要求的硬度和性能来确定,,大多采用160~220℃回火,时间一般为45~120min,多用于尺寸小、形状复杂、壁薄、淬硬层浅的工件。
(3)自行回火
喷射冷却后停止冷却,利用淬火工件淬火后内部存在的热量,使淬火区升到一定的温度进行回火,比炉内回火温度高。该工艺是在淬火冷却过程中进行,因此可防止工件淬火裂纹的出现,多用于同时加热、形状简单和硬度在50HRC左右的工件。
更多信息
请直接与我公司服务人员联络(热线电话:0769-82621066/400-699-1286),以获得更多的有关告知高频感应加热的方式及回火的方式及其它合金结构钢、易切削结构钢、低合金高强度结构钢、轴承钢、弹簧钢、耐热钢的选择、应用、热处理及库存等相关资料。
资料来源:东莞市弘超模具科技有限公司结构钢事业部
『版权所有,转载或引用请注明链接和出处』
【 浏览次数:11 】 【 加入时间:2013-06-26 15:19:13 】 【 关闭本页 】
技术服务
联系方式
东莞市鑫康创特殊钢有限公司合金结构钢事业部
联系人:康先生
手机:18925597988
电话:86 0769-82621066
传真:86 0769-82621099
邮箱:sales@hongchao-dg.cn
网址:www.gd-steel.com
QQ: 微信公众号:hcsteel
地址:中国·广东省·东莞市塘厦镇林村社区九桥巷43号