


深度解析轴承钢的切削加工性能②
日本山阳公司研究了一种切削性能好的易切削轴承钢SUJ2A和用于冷冲压的轴承钢SUJ2B。
这些钢降低了碳和铬的含量,因而碳化物数量减少,增加了含硫并降低了含氧量,因此硫化物同氧化物夹杂的比例朝有利的方向。易切削轴承钢和标准钢SUJ2的比较是验证明,前者在切削性能方面是有优越性的。
以冷轧钠管为例,在经过去监力退火之后,可以看出,影响削性能的不仅有显微组织、硬度、化学成分和非金属夹杂钧,而且还有钒的极度细结构。
全苏轴承工业科学研究所和全苏管材科学研究所合作,研究了冷轧钢管的退火规范对切削加工性能的影响。其中也包括(碳素结构用钢、合金结构用钢、弹簧钢、国外结用钢、日本结构用钢等)其中轴承钢压缩比为4U70的钢管在60O –620℃和66U—680QC退火1.5小时,其加工性能不如来退火的冷轧钢管,在套圈表面上出现严重的擦伤。钢管在680~700℃退火至少30~60分钟,其加工性能指标(切削刀具寿命,加工表面的粗糙度)相当于硬度为HB260- 304℃的末退火冷轧钢管。
在600—720℃退火时,钢的显微组织没有变化。随着退火温度的升高和时间的增加,强度性能降低而塑性提高。
曾经也有人也解释了冷轧钢管退火后加工性能降低的原因。 弘超技术专员给出的结论是,切削刀具的寿命随着冷轧钢管压缩比和硬度的增高而增加。
520℃温度下的去应力退火会大大降低钢的切削性能,并破坏刀具使用寿命和硬度闾的线性关系。延长退火时间或者将退火温度提高到680℃,会使硬度降低更多。这时加工性能改善到原始热轧钢管的水平,但是达不到不退火冷轧钢管的水平。
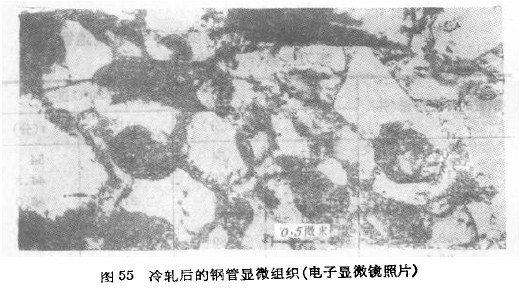
也曾专业的人员说过,冷轧对轴承钢的影响还是比较大,退火和不退火的热轧与冷轧钢管的显做组织,在光学显微镜下没有发现差别。高倍电子显微镜研究表明,冷轧的作用在于产生由位错缠结(发团)组成的有三维晶胞壁的位错胞状组织(图55)。这种组织阻止进一步的塑性变形;因此,可以预料在加工具有这种组织的冷轧钢管时,切断所需要的力比加工热轧钢管时的要小。
经过压力加工后的塑性降低能促使车刀与毛坯的摩擦减小,并有利降低车刀瘤的可能性。这是据顶刀具磨损及其寿命的基本因素。其其他结构用钢的寿命也有跟塑性有关,弹簧钢的弹性应用也有影响。在520℃进行去应力退火,会导致多边形化一晶胞壁压扁,因而破坏功增大并相应地使加工性能降低。如果规定的退火规范使多边形化来不及在整个体积内完成,如同在520℃退火1小时所发生的那样,由于车刀沿金属多边形化和非多边形化交替区域位移所产生的振动会使加工性能更趋恶化。
延长520℃退火的时间或者把退火温度提高到680℃而使钢的组织发生完全再结晶,这正好说明加工性能改善到热轧钢管加工性能的水平。
延长520℃退火的时间或者把退火温度提高到680℃而使钢的组织发生完全再结晶,这正好说明加工性能改善到热轧钢管加工性能的水平。
更多更专业更全面的信息
【 浏览次数:144 】 【 加入时间:2012-07-19 17:51:07 】 【 关闭本页 】
结构钢新闻
联系方式
东莞市鑫康创特殊钢有限公司合金结构钢事业部
联系人:康先生
手机:18925597988
电话:86 0769-82621066
传真:86 0769-82621099
邮箱:sales@hongchao-dg.cn
网址:www.gd-steel.com
QQ: 微信公众号:hcsteel
地址:中国·广东省·东莞市塘厦镇林村社区九桥巷43号