


告诉你个好消息:机械加工工艺流程如下
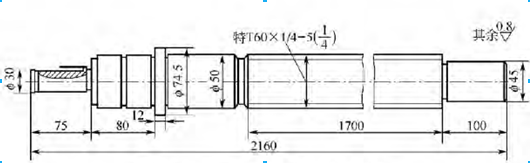
作为细长轴件的丝杠,在加工过程中要尽可能地消除加工应力,熟练掌握和应用热校直技术,为保持组织稳定和尺寸的精度需进行冰冷处理,以减少残余奥氏体的数量。这里以S7332螺纹磨床5级精度丝杠(材料9Mn2V)为例介绍其工艺流程,如下图所示。
加工工艺路线为:锻造f或用轧材)一正火(对碳化物网状合格者)一球化退火一机械加工一(除应力退火)调质一矫正并除应力一机械加工(粗车及粗磨外圆)一中频淬火一回火并矫正一冰冷1A理一低温回火一粗磨螺纹一低温回火一半精磨螺纹一精磨螺纹一稳定化处理一精磨、超精磨。
其中正火、球化退火和调质均为预备热处理工序,其工艺分别如下。
1,正火
810一845)℃Xlh,保温结束后取出空冷,用于消除网状碳化物。
2.球化退火
C740’y780)℃ X4h+(680—700) oC X (4-5) h,随炉冷至 soo’c出炉空冷,可获得良好的球状珠光体组织,同时降低了硬度,改善了切削加工性和提高了表面加工质量,退火后的硬度≤229HBS。
3.调质
780一820℃加热,油冷后在650--- 670℃回火60一90min,获得较高的综合力学性能,为最终热处理做好组织上的准备。
更多信息
请直接与我公司服务人员联络(热线电话:0769-82621066/400-699-1286),以获得更多的有关机械加工工艺流程如下及其它合金结构钢、易切削结构钢、低合金高强度结构钢、轴承钢、弹簧钢、耐热钢的选择、应用、热处理及库存等相关资料。
资料来源:东莞市弘超模具科技有限公司结构钢事业部
『版权所有,转载或引用请注明链接和出处』
【 浏览次数:13 】 【 加入时间:2013-06-28 15:21:39 】 【 关闭本页 】
技术服务
联系方式
东莞市鑫康创特殊钢有限公司合金结构钢事业部
联系人:康先生
手机:18925597988
电话:86 0769-82621066
传真:86 0769-82621099
邮箱:sales@hongchao-dg.cn
网址:www.gd-steel.com
QQ: 微信公众号:hcsteel
地址:中国·广东省·东莞市塘厦镇林村社区九桥巷43号