


告诉你个秘方:镗杆的氮化处理工艺技术
1.技术要求
基体硬度230~280HB,组织为回火索氏体组织十小于5%的铁素体,渗氮层0.55mm,硬度950~1050HV0.2,脆性不大于2级。
2.氮化处理工艺
首先对不需氮化的部位进行保护,这里M60×2为非氮化部位,一般采用镀铜、涂料、加套或拧螺栓等方法,其次清洗干净镗杆的表面,保持其清洁和渗层的均匀。
渗氮的工艺参数有三个,即渗氮温度、保温时间和氨分解率。
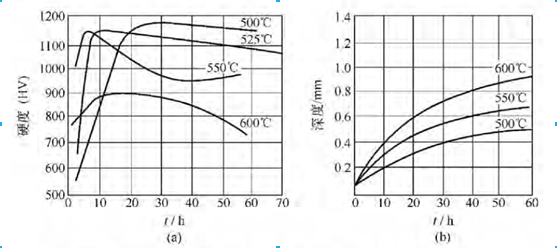
对于38CrMoAIA钢而言,下图所示为38CrMoAIA钢在不同渗氮温度下表面硬度及层深与时间的对应关系。.可以看到一般的渗氮温度范围是480~560℃,时间要根据渗层而定,资料介绍在510℃进行渗氮时,当渗层小于0. 4mm时,渗速约为0.01~0. 02mm/h;当渗层在O.4~0.7mm范围内时,渗速为0.006~0. 008mm/h。
而氨的分解率与渗氮温度的关系如表2-11所示。
分解率的大小影响活性氮原子的浓度,同时还将影响零件表面的吸氮能力,要根据具体要求正确选择。
表2-1渗氮温度和氨分解率的关系
|
渗氮温度/℃ |
500 |
510 |
525 |
540 |
600 |
|
氨分解率/% |
15-25 |
20-30 |
25-35 |
35-50 |
45-60 |
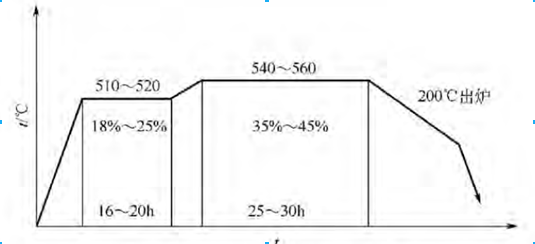
综合分析上述特点,采取两段渗氮工艺如下图所示,即可满足镗杆的渗氮技术要求。
注意;-①预测氨分解率的温度为480℃,只有氨分解率小于5%时才能升温,以确保炉罐内的空气完全排净;
②当分解率突然增大时,应首先检查排气管内有无积水,其次加大氨气的流量,如有必要可打开炉盖;
③镗杆渗氮结束后要随炉冷却,保持炉内的正压,以防止工件被氧化,另外出炉温度控制在250℃以下。
更多信息
请直接与我公司服务人员联络(热线电话:0769-82621066/400-699-1286),以获得更多的有关告诉你个秘方:镗杆的氮化处理工艺技术及其它合金结构钢、易切削结构钢、低合金高强度结构钢、轴承钢、弹簧钢、耐热钢的选择、应用、热处理及库存等相关资料。
资料来源:东莞市弘超模具科技有限公司结构钢事业部
『版权所有,转载或引用请注明链接和出处』
【 浏览次数:17 】 【 加入时间:2013-07-01 10:40:29 】 【 关闭本页 】
技术服务
联系方式
东莞市鑫康创特殊钢有限公司合金结构钢事业部
联系人:康先生
手机:18925597988
电话:86 0769-82621066
传真:86 0769-82621099
邮箱:sales@hongchao-dg.cn
网址:www.gd-steel.com
QQ: 微信公众号:hcsteel
地址:中国·广东省·东莞市塘厦镇林村社区九桥巷43号