


浅淡机床附件万能分度头蜗杆
所用材料为20Cr渗碳钢,技术要求:渗碳层1.0-1.5mm,
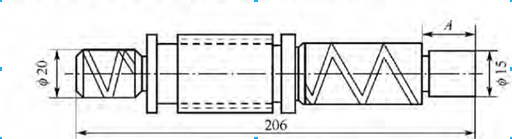
A段硬度不高于30HRC,其余为59~65HRC,径向跳动小于0. 20mm。万能分度头蜗杆如下图所示。
其加工工艺路线为:下料一锻造一正火一机加工一渗碳一机加工一淬火一回火一机加工。
1.正火
在900 --920℃的盐浴中保温1~1. 5h.出炉空冷。
2.渗碳
气体渗碳在井式渗碳炉内进行,温度为910~930℃,时间4_5h,渗碳结束后工件随炉降温,冷到840~ 860℃左右,将工件置于保护气氛的冷却桶中降温.
3.淬火
在830~850℃的盐浴中对其局部加热,,保温5~6min后油冷。
4.回火
将蜗杆在180- --220℃的硝盐熔液回火,保温2h后出炉空冷。
更多信息
请直接与我公司服务人员联络(热线电话:0769-82621066/400-699-1286),以获得更多的有关浅淡机床附件万能分度头蜗杆及其它合金结构钢、易切削结构钢、低合金高强度结构钢、轴承钢、弹簧钢、13Cr11Ni2W2MoV耐热钢的选择、应用、热处理及库存等相关资料。
资料来源:东莞市弘超模具科技有限公司结构钢事业部
『版权所有,转载或引用请注明链接和出处』
【 浏览次数:13 】 【 加入时间:2013-07-01 10:50:32 】 【 关闭本页 】
技术服务
联系方式
东莞市鑫康创特殊钢有限公司合金结构钢事业部
联系人:康先生
手机:18925597988
电话:86 0769-82621066
传真:86 0769-82621099
邮箱:sales@hongchao-dg.cn
网址:www.gd-steel.com
QQ: 微信公众号:hcsteel
地址:中国·广东省·东莞市塘厦镇林村社区九桥巷43号