


齿轮和轴选用感应加热表面淬火的原则和依据
1.活塞杆
(1)加工流程和技术要求
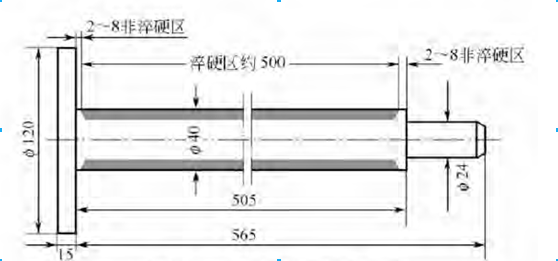
发动机汽缸用的活塞杆,其材质一般选用45钢、40Cr钢等中碳钢,要承受反复拉伸力和交交载荷的作用,运动速度快。其制作工艺流程为;下料一锻造一正火一粗车外圆一除应力退火一精车外圆一表面淬火一磨削,其形状如下图所示。
活塞杆的技术要求为;①淬硬区深度1—1.5 mm;②表面淬火硬度≥55HRC,回火后45~50HRC,③弯曲量≤0.3mm,④表面无脱碳、马氏体级别≤5级。
(2.)淬硬层与设备频率,设备功率的关系
轴类的淬火通常在高频淬火机床上进行,为了达到技术要求,
首先要分析工件的淬硬层与频率的对应关系,如表2-2所示。
表2-2 淬硬层与选用频率的对应关系[5]
|
淬硬层 深度/mm |
1.0 |
1.5 |
2.0 |
3.0 |
4.0 |
6.0 |
10.0 |
|
fm/kHz |
250 |
120 |
60 |
30 |
15 |
8 |
2.5 |
|
Fmin/kHz |
15 |
7 |
4 |
1.5 |
1 |
0.5 |
0.15 |
|
最佳频 率/kHz |
60 |
25 |
15 |
7 |
4 |
1.5 |
0.5 |
|
推荐设备 |
电子 管式 |
1.电子管式; 2,发电机式 (800011t); 3.可控硅变颓机 |
1.发电机 式(8000Hz); 2:可控硅 变颈机
|
1.发电机式 (2500Hz); 2.可控硅交频机 |
1.发电机式 (500HZ)或 IOOOHz); 2.可控链变 频机 |
||
从表2-2中可知;,按对应关系应在7~250kHz选用合理的频率。我国感应加热工件时常用的频率与淬硬层深度关系如表2—3所示。
依据表2-2、表2-3提供的有关数据,为达到要求可选择的频率为60kHz或250kHz。
表2-3 常用的频率与淬硬层深度的关系
|
频率 |
通常的淬硬层深度/mm |
靠热传导达到的淬硬层深度/mm |
|
250 60 8 2.5 |
0.8-1.5 1. 5~2.5 1.7一3.5 2.O~4.0 |
约3 约4 约5 约7 |
关于高频设备功率的选择,-文献[5]介绍,感应加热比功率和设各比功率是选用的主要依据,.对同时加热和连续加热进行对比,显示了不同功率和频率下允许的最大加热面积,通常对轴类而言采用连续式加热,该活塞杆选用6 0kW功率的淬火机床即可满足要求。
(3)活塞杆的高频感应加热淬火
根据以上分析,我们选用GP-60高频淬火机床进行活塞杆的热处理,感应器为自喷式。用工件的中心孔定位舢杆的转动速度为60~ 70r/min,感应器既可为单匝也可为双匝.杆既旋转又以一定的速度下降,从而实现活塞杆的表面淬火。为了保证工件的变形合格,一般可对工件进行预热。
淬火的温度为880~920C,加熟时间很短即可达到,冷却水温度在15~40℃,水压力200kPa。淬火后的硬度57~63HRC,采用井式炉低温回火(220~ 250)℃)*(1~1.5)h,硬度在45~50HRC,组织无过热现象,变形量在0.2mm以下。
为了保证活塞杆的淬火质量,高频淬火前应将其清洗干净,去掉粘附的污物、铁屑和毛刺,否则会造成工件局部的硬度不均,甚至出现过热现象。由于加热层薄。表面的加热速度极快,使表面硬度比普通热处理高2~3HRC,而心部具有良好综合力学性能的索氏体组织,故活塞杆的疲劳强度、冲击韧性,抗弯强度等明显提高,使用寿命提高数倍.
关于活塞杆的回火可采用三种方式进行:井式炉回火、自回火和感应回火,通常的选用原则为连续式加热的工件在炉中回火,对同时加热的进行自回火处理,轴类和套使用感应加热回火。
技术服务
联系方式
东莞市鑫康创特殊钢有限公司合金结构钢事业部
联系人:康先生
手机:18925597988
电话:86 0769-82621066
传真:86 0769-82621099
邮箱:sales@hongchao-dg.cn
网址:www.gd-steel.com
QQ: 微信公众号:hcsteel
地址:中国·广东省·东莞市塘厦镇林村社区九桥巷43号