


气门制造中需要加强的热处理工艺
气门制造中需要加强的热处理工艺,从流程中可知气门的制造方式取决于内燃机对气门的具体要求,在热处理过程中的处理方法有明显不同。气门的调直要求杆部直线度≤0. 15mm,端面或盘锥面跳动≤0.15mm。
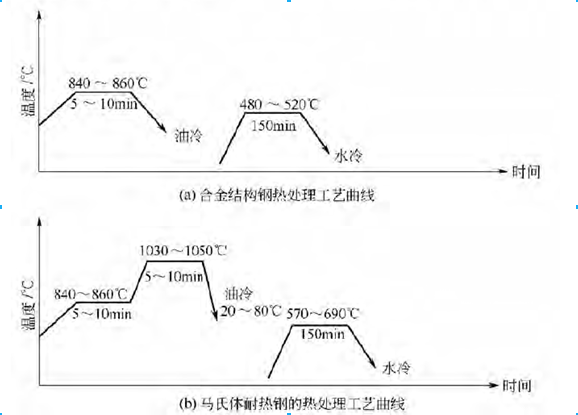
对整体低合金结构钢和马氏体耐热钢制造的气门
其热处理的方式为调质处理(淬火十高温回火),以得到回火索氏体组织,基体硬度在28 - 37HRC.。热处理工艺流程为;
淬火—一次回火一抛丸一调直一二次回火一二次抛丸一调直。热处理工艺如下图所示。
目前国内气门生产厂家正在努力寻找气门热处理所用的设备,来改变笨重的处理方法,网带式可控气氛中、高温加热炉各项技术指标已经达到处理气门的要求,另外个别气门厂采用深井式高温电阻炉处理马氏体耐热钢使用效果不错,但需要通保护性气体,以防止气门的氧化和脱碳,氮气的纯度必须不小于98%。须注意一点,由于深并式高温电阻炉出炉时降温幅度大和加热速度慢,也没有办法进行预热,因此保温时间长于盐浴炉加热的时间。
气门的回火在低温井式炉中进行,保温结束后要水冷,以防止二次回火脆性的出现。
更多信息
请直接与我公司服务人员联络(热线电话:0769-82621066/400-699-1286),以获得更多的有关气门制造中需要加强的热处理工艺及其它结构钢、合结钢、合金钢、合金结构钢、易切削结构钢、低合金高强度结构钢、轴承钢、弹簧钢、耐热钢的选择、应用、热处理及库存等相关资料。
资料来源:东莞市弘超模具科技有限公司结构钢事业部
『版权所有,转载或引用请注明链接和出处』
【 浏览次数:20 】 【 加入时间:2013-07-30 11:33:28 】 【 关闭本页 】
技术服务
联系方式
东莞市鑫康创特殊钢有限公司合金结构钢事业部
联系人:康先生
手机:18925597988
电话:86 0769-82621066
传真:86 0769-82621099
邮箱:sales@hongchao-dg.cn
网址:www.gd-steel.com
QQ: 微信公众号:hcsteel
地址:中国·广东省·东莞市塘厦镇林村社区九桥巷43号