


分析工件热处理常见的冷却方法
一、选用冷却方法的依据和原则
为了使工件得到要求的硬度和性能,满足实际需要,工件加热后要选择合适的淬火方法,即实现工件的淬火硬化而又不开裂,将工件以大于其临界冷却速度在临界区急冷,同时又在危险区(低温区域)应慢冷,这种先慢后快的冷却方法可确保工件的技术要求和零件变形小、无开裂现象,因此工件的材料、形状和要求等不同,冷却方式存在较大的差异,应具体对待,但目的是保证热处理后的工件质量合格。
二、常见的冷却方法
1.预冷淬火法(或延续淬火法)
用于形状复杂、截面变化大的工件的淬火,该类工件如采用单一的冷却方式,会造成变形和开裂。而预冷后使尖角、棱处的温度降低,减小了温差。预冷的时间计算为:
r=12+RS
式中 r预冷时间,s;
S-预冷截面处最薄的厚度,mm;
R-与工件有关的系数,一般为3~4s/mm。
该方法多用于碳素钢的淬火.
2.双液淬火法
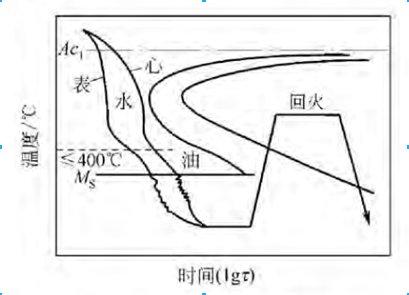
将加热后的工件在两种介质中进行冷却处理,以获得需要的组织和性能,如水一油,
油一盐浴等,下图为双液冷却示意图。
在生产实际中我们常采用简单易行、操作方便、介质稳定的水淬油冷的冷却方式,用
于碳工钢、大截面的低合金工具钢的淬火。在高温区用盐水快速冷却,抑制过冷奥氏体的分解,在低于400℃以下转入盐浴或油中缓慢冷却,以减少工件的内应力和开裂倾向亡。
3.分级淬火法
工件快速冷却到Ms点左右,保温停留数分钟,使工件表面和心部的温差减小,然后取出空冷,工件在缓慢的冷却速度下进行马氏体的转变。200℃左右工件产生的热应力比双液淬火的小,恒温几分钟可使一部分奥氏体空冷形成马氏体。产生的组织应力小,防止了工件的开裂。工厂中常采用此方法处理碳素钢和合金钢的淬火问题。
4.等温淬火
此淬火分为贝氏体淬火和马氏体淬火两种。工件以大子临界冷却速度冷到Ms点稍上温度,停留较长时间使过冷奥氏体转变为贝氏体,明显减小热应力和组织应力,无开裂倾向。马氏体等温温度时间长,等温淬火产生的淬火应力远远小于直接淬火应力,可有效防止工件的变形和开裂,采用在130 ~160℃热油中淬火,奥氏体在较高的温度下向马氏体转变。
5.间断淬火法(或断续淬火法)
指将加热透的工件淬入冷却介质中,数秒后提出空冷一段时间,然后再次淬入介质中,如此反复多次,实现对工件的冷却。其目的是使工件的心部和表面得到不同的硬度,当工件从介质中取出后,工件的表面转变为马氏体被心部的热量回火,减少了内应力的作用,但此时内部的奥氏体不能发生分解,以利于再次淬入介质中继续转变为马氏体,得到需要的金相组织和硬度。该方法多用子大型碳素钢的模具,其形状复杂、壁厚薄不均、多孔和槽形变化大的整体淬火。
6.局部淬火法
将工件需要高硬度的部分进行加热和冷却。通常采用整体加热后,对需要淬硬部位冷却。另外也有局部加热和局部冷却的。其目的是防止整体冷却后工件的变形和开裂,局部的冷却则有利于减少工件的应力,该方法多数采用水冷或喷淋,实现工件的表面淬火,如冲模、卡规、气门样板、锤头、凿子和斧子等,回火既可以人工回火,也可以自行回火。
7.空冷淬火法
在保证所需硬度的前提条件下,尽可能减慢淬火冷却速度,该方法有利于减少工件的变形和开裂,而在空气中冷却不失为一种减少变形的好方法。多用于高合金钢如Cr12、Cr12MoV、3Cr2W8V、W18Cr4V、4Cr9Si2、4CrlOSi2Mo等钢的冷却,它们的淬透性强,在空中冷却即可获得需要的组织和性能[2]。
更多信息
请直接与我公司服务人员联络(热线电话:0769-82621066/400-699-1286),以获得更多的有关工件热处理常见的冷却方法及其它结构钢、合结钢、合金钢、合金结构钢、易切削结构钢、低合金高强度结构钢、轴承钢、弹簧钢、耐热钢的选择、应用、热处理及库存等相关资料。
资料来源:东莞市弘超模具科技有限公司结构钢事业部
『版权所有,转载或引用请注明链接和出处』
【 浏览次数:18 】 【 加入时间:2013-08-01 11:29:22 】 【 关闭本页 】
技术服务
联系方式
东莞市鑫康创特殊钢有限公司合金结构钢事业部
联系人:康先生
手机:18925597988
电话:86 0769-82621066
传真:86 0769-82621099
邮箱:sales@hongchao-dg.cn
网址:www.gd-steel.com
QQ: 微信公众号:hcsteel
地址:中国·广东省·东莞市塘厦镇林村社区九桥巷43号