


解析变速箱齿轮的机械加工工艺流程
变速箱齿轮的毛坯质量至关重要,通常采用锻造成形,必须控制钢材的带状组织,使其不超过3级。加工流程如下;毛坯成形一预备热处理一切削加工一渗碳(或碳氮共渗)一最终热处理一喷丸(砂)一精加工。
1.毛坯的预备热处理——正火
20CrMnTi钢变速箱齿轮在加工时,要求有低的表面粗糙度,良好的切削加工性,使插齿的切屑呈卷曲带状,减轻机床负荷也延长刀具的寿命。因此进行正火处理后,硬度应在179~217HBS之间,得到均匀分布的片状珠光体十铁素体,确保了上述要求。其正火工艺温度为950~970℃,透烧后空冷或吹风,喷雾冷却,若硬度低可采取先水冷后空冷的措施。
2.渗碳
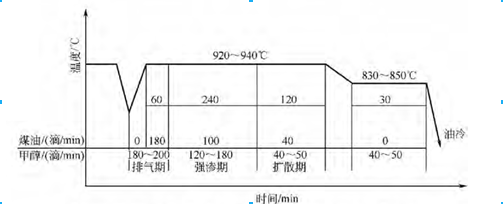
在井式渗碳炉内进行齿轮的渗碳,考虑到渗碳速度和渗碳过程中的变形问题,一般渗碳温度选择在920~940℃之间,渗碳保温时间取决于要求的渗碳层深度,其实际深度为要求的渗碳层深度外加齿轮的单边磨量的两倍,故在实际作业过程中应合理选择渗碳时间。资料介绍渗碳时间可参考公式:
t= x2/0.63
式中,X为渗碳层深度,mm;t为渗碳时间,h。
齿轮要求渗碳层深度0.8~1. 3mm,渗碳层含碳量0.8%N-1. 05%,渗碳后的组织由外向里为:过共析层十共析层十亚共析层。渗碳工艺如下图所示。
更多信息
请直接与我公司服务人员联络(热线电话:0769-82621066/400-699-1286),以获得更多的有关变速箱齿轮的机械加工工艺流程及其它合金结构钢、易切削结构钢、低合金高强度结构钢、轴承钢、弹簧钢、耐热钢的选择、应用、热处理及库存等相关资料。
资料来源:东莞市弘超模具科技有限公司结构钢事业部
『版权所有,转载或引用请注明链接和出处』
【 浏览次数:19 】 【 加入时间:2013-06-27 15:25:43 】 【 关闭本页 】
技术服务
联系方式
东莞市鑫康创特殊钢有限公司合金结构钢事业部
联系人:康先生
手机:18925597988
电话:86 0769-82621066
传真:86 0769-82621099
邮箱:sales@hongchao-dg.cn
网址:www.gd-steel.com
QQ: 微信公众号:hcsteel
地址:中国·广东省·东莞市塘厦镇林村社区九桥巷43号