


研究得出结论:机床导轨的工作条件及原理
机床导轨为整台机床装配的基准,导板在导轨上做往复的运动。因此机床导轨平直才能保持机床的精度,在使用过程中由于导轨面的磨损及床身内应力的作用,会降低导轨的精度。为确保机床导轨的精度,要求导轨表面应具有耐磨、硬度高和变形小等特点。
材料的选用
根据机床导轨的工作特点,导轨的加工精度取决于机械加工,而精度的保持则与材质和热处理工艺有关。一般选用的材料有灰口铸铁如HT200、.HT300和HT500等,表面经过淬火后使表面强化增加了耐磨性并消除了应力的作用。
机床导轨的热处理
导轨的热处理有三种工艺方法,即高频表面淬火、火焰表面淬火和电接触表面淬火。
1.高频表面淬火
(1)技术要求
淬硬深度;平面1-2~2.0mm,峰带≤4mm,棱角≤6mm。硬度;>53HRC。金相组织;隐针状马氏体十石墨。变形量;不大于0. 15mm/l00mm长度上。外观;导轨表面无烧伤和裂纹。
热处理前对铸铁的材质要求为:表面粗糙度5级以上,表面无砂眼、气孔和疏松等,基体组织为片状珠光体十均匀分布的小片状石墨。
(2)采用的设备与工装
对高频设备的要求;频率200~300kHz,输出功率为60~l00kW。
关键工装为感应器和移动装置,.感应器固定,而床身移动实现导轨的连续淬火,移动速度取决于原始组织、导轨形状及尺寸和设备的有效功率等。感应器为双线形状,有一个装有导磁体,其形状同机床导轨相似。
①对于菱形导轨,其感应器的形状要求为导轨峰与感应器的间隙为5~7mm,导轨面与感应器最小间隙在2~2.5mm,感应器的夹角为720~760。
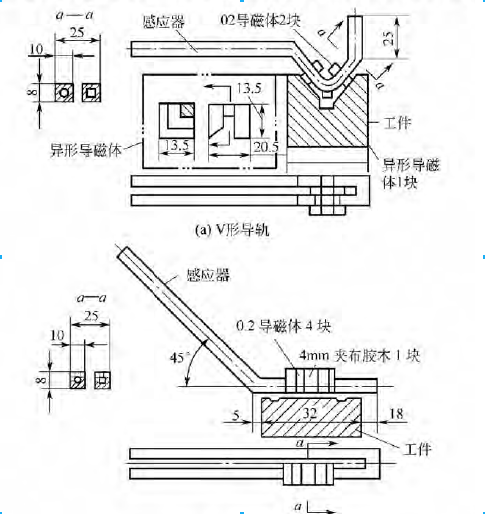
②对于V形导轨,其相应的感应器形状如下图(a)所示。底部与感应器的间隙为1. 5~2mm,夹角在60。~65。,如槽深则使夹角减小。
③对于燕尾形导轨,导轨平面与感应器的间隙为2—3mm,考虑到燕尾的形状使大圆弧半径为5~7mm,夹角为50。
④对于平面导轨,考虑到平面导轨的硬度和要求,一般将感应器与淬硬面倾斜成15。~30。,淬硬面宽度大则夹角大。其相应的感应器形状如图上图(b)所示。上述感应器内侧一周有0.8- 1. 5mm的冷却水孔,喷射角向后倾斜45。
更多信息
请直接与我公司服务人员联络(热线电话:0769-82621066/400-699-1286),以获得更多的有关研究得出结论:机床导轨的工作条件及原理及其它合金结构钢、易切削结构钢、低合金高强度结构钢、轴承钢、弹簧钢、耐热钢的选择、应用、热处理及库存等相关资料。
资料来源:东莞市弘超模具科技有限公司结构钢事业部
『版权所有,转载或引用请注明链接和出处』
【 浏览次数:13 】 【 加入时间:2013-07-02 14:46:21 】 【 关闭本页 】
技术服务
联系方式
东莞市鑫康创特殊钢有限公司合金结构钢事业部
联系人:康先生
手机:18925597988
电话:86 0769-82621066
传真:86 0769-82621099
邮箱:sales@hongchao-dg.cn
网址:www.gd-steel.com
QQ: 微信公众号:hcsteel
地址:中国·广东省·东莞市塘厦镇林村社区九桥巷43号