


机床导轨的导轨电接触表面洋火的研究情况分析
(1)技术要求
外观淬火均匀;淬硬层呈月牙形;变形量小于0. 3mm正常淬火金相组织为珠光体形状的马氏体十较多量的马氏体,石墨周围为残余奥氏体十马氏体十莱氏体。
(2)加热
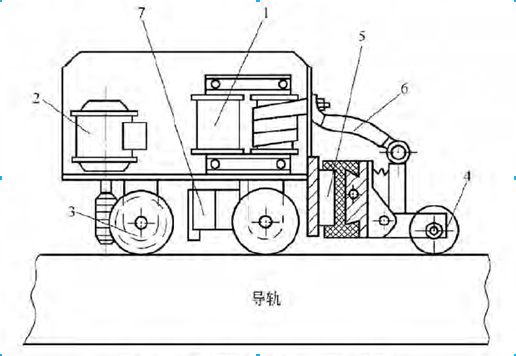
借助于与工件接触的电极:(商导电材料的滚轮),将工件加热到相变点以上冷却,其装置如图2-19所示。
其加热的形式有三种:
①电源通过电刷与导轨相连。.另一极通过滚轮与导轨接触;
②电源与热磙子接触,另一极与较宽的热磙子相连,磙子与导轨面接触将导轨加热;
③电源两极与联结手两个熟磙子的导轨接触。,
(3)热处理工艺
在电接触表面淬火中,电流的密度、铜轮淬火头的移动速度、铜轮与导轨间的接触压力等都对淬火的质量产生影响,其中电流的密度影响最大。若铜轮的直径为50一60mm,轮缘花纹线宽为0.8-1.0mm。工艺参数为。①电流密度450t- 600A;②铜轮的移动速度2 -3m/min;③接触压力400~6OOkPa。
更多信息
请直接与我公司服务人员联络(热线电话:0769-82621066/400-699-1286),以获得更多的有关机床导轨的导轨电接触表面洋火的研究情况分析及其它合结钢、合金结构钢、易切削结构钢、低合金高强度结构钢、轴承钢、弹簧钢、耐热钢的选择、应用、热处理及库存等相关资料。
资料来源:东莞市弘超模具科技有限公司结构钢事业部
『版权所有,转载或引用请注明链接和出处』
【 浏览次数:10 】 【 加入时间:2013-07-02 14:50:18 】 【 关闭本页 】
技术服务
联系方式
东莞市鑫康创特殊钢有限公司合金结构钢事业部
联系人:康先生
手机:18925597988
电话:86 0769-82621066
传真:86 0769-82621099
邮箱:sales@hongchao-dg.cn
网址:www.gd-steel.com
QQ: 微信公众号:hcsteel
地址:中国·广东省·东莞市塘厦镇林村社区九桥巷43号