


分析机械加工工艺流程与弹簧卡头的热处理工艺
工艺流程为:备料一车加工(车外圆、外锥面)一铣加工(铣槽、铣键槽)一打标志一钻孔去夹角毛刺一热处理一磨加工(研磨两端倒角、磨外圆和锥面和磨内孔)一检验一车加工(车螺纹)一检验一探伤。
弹簧卡头的热处理工艺
考虑到弹簧卡头的整体硬度和性能要求,选用9 SiCr制作弹簧卡头。可采用两种方法进行热处理,一种为整体淬火回火后争径部快速退火;另一种为整体一个硬度,硬度范围在50~55 HRC。
1.普通热处理工艺
在600~650℃预热,850~860℃加热,保温系数为0.25~o.30min/mm为减少变形在160~180℃的硝盐熔液中冷却,180~200℃回火1.5~2h。将回火后的卡头径部放入550~600℃的盐浴炉中快速加热,待工件的颜色与盐浴温度一致时取出油冷,加热系数为8~13s/mm。此时头部和径部的硬度符合技术要求。该工艺处理的工件在使用中容易断裂,因此很少采用。
2.特殊要求的弹簧卡头
采用820 pC×(5~8) min淬油,160~170℃碱浴分级淬火,(440~460)℃×(60~90)min,空冷。整体硬度为43~48HRC。
3.改进的热处理工艺
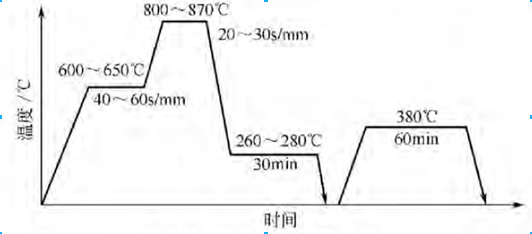
按一般要求,头部和径部硬度不同,其目的是使夹持部位耐磨,中间有良好的弹性。但在实际操作中难以控制交接处的硬度,因此常发生中段弹性不足造成断裂的情况[3],相反,因头部磨损而报废的弹簧夹头十分少见,因此整体硬度控制在50~55HRC,既克服了上述缺点,又提高了使用寿命,具体工艺如图3-3所示。
【 浏览次数:19 】 【 加入时间:2013-07-08 14:37:26 】 【 关闭本页 】
技术服务
联系方式
东莞市鑫康创特殊钢有限公司合金结构钢事业部
联系人:康先生
手机:18925597988
电话:86 0769-82621066
传真:86 0769-82621099
邮箱:sales@hongchao-dg.cn
网址:www.gd-steel.com
QQ: 微信公众号:hcsteel
地址:中国·广东省·东莞市塘厦镇林村社区九桥巷43号