


浅淡弹条原料加热、成形及淬火(2)
(4)弹条原料加热后进行热压成形
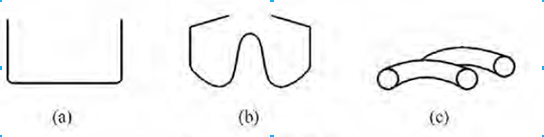
采用专用上下模具三套,经过冲压机床三次热压成形。一次热压成形设备是25t冲压机,利用专用上下模具,成形相似U形,见图下图 (a);二次热压成形是80t冲压机,利用上下专用模具,成形后相似W形,见下图(b);三次热压成形采用80t冲压机,利用上下专用模具,成形后相似C形,见图下图(c)。
(5)利用热压成形后的余热紧接着进行弹条淬火
弹条淬火温度为(860士10)℃,淬火冷却剂是油。冷却油槽距离最后热压成形的冲压机不超过500mm。在淬火油槽上边有一个斜坡铁板坡斗.滑溜弹条淬火用。在油槽内下边有一个大铁筐(直径~6~8mm铁棍焊制),接在油中冷却弹条用。待弹条冷却至还有150℃左右时,.经过单轨吊车由油中吊出油槽,放在油槽另一边的斜坡铁板上控汕,使弹条上的油控流到汕槽内。
弹条原料是合金弹簧钢,采用油作为淬火剂。油是一种常用淬火介质,分为矿物油和植物油两大类。植物油如豆油的冷却特性比较理想,但是容易老化,寿命短,价格比较高,故目前几乎被矿物油代替。矿物油,如10#、20#及30#机油是使用最广泛的淬火用油。
关于淬火油的选用,除了考虑冷却特性外,必须考虑油的闪点和黏度。油号越高,则黏度越大,冷却能力越低。增加油温,可以降低油的黏度,增加油的冷却能力,这一点与水不同,但是油温不能高,否则容易着火,发生危险。所以油温一般控制在20~80℃之间。工件淬入油中后,切不可露出油液面,以免高热工件表面的油液发生燃烧。淬火用油长期使用后会使黏度上升,产生渣子而降低油的冷却能力,这就是所谓的“老化妇现象。因此,油槽应保持纯洁,并定期添加新油。本人实际使用的是汽轮机油(32#机油),运动黏度(50℃)为6~lOmz/s,闪点不低于1 80℃,凝点不高于10 --15℃,机械杂质不大于0.007%,灰分不大于0.007%。
淬火冷却后的金相组织为马氏体,淬火后硬度≥60HRC。
更多信息
请直接与我公司服务人员联络(热线电话:0769-82621066/400-699-1286),以获得更多的有关浅淡弹条原料加热、成形及淬火及其它结合钢、合金结构钢、易切削结构钢、低合金高强度结构钢、高强度结构钢、轴承钢、弹簧钢、耐热钢的选择、应用、热处理及库存等相关资料。
资料来源:东莞市弘超模具科技有限公司结构钢事业部
『版权所有,转载或引用请注明链接和出处』
【 浏览次数:12 】 【 加入时间:2013-07-22 10:48:28 】 【 关闭本页 】
技术服务
联系方式
东莞市鑫康创特殊钢有限公司合金结构钢事业部
联系人:康先生
手机:18925597988
电话:86 0769-82621066
传真:86 0769-82621099
邮箱:sales@hongchao-dg.cn
网址:www.gd-steel.com
QQ: 微信公众号:hcsteel
地址:中国·广东省·东莞市塘厦镇林村社区九桥巷43号