


铁路上预应力钢筋混凝土轨枕使用的配件——弹条扣件的制造工艺与热处理
即介绍弹条I型扣件,A、B型弹条制造及热处理工艺.该产品是作者本人成熟实际经验,产品经国家及铁道部有关部门检测验收合格产品,现介绍如下。
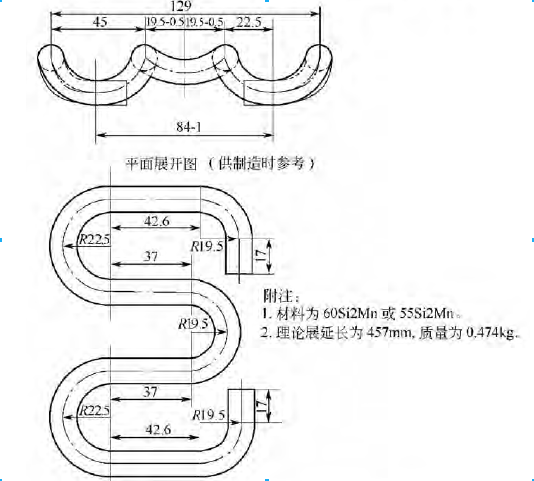
弹条材料为60Si2Mna
一、弹条下料
技术要求直径Φ13mm,原材料直径g613mm+ (0.2~0.4) mm。弹条理论展延长为{A号弹条为457mm,实际经验下料为453~454mm;B号弹条为429mm,实际经验下料为424~425mm。
质量;A号弹条0.474kg,B号弹条0.445kg。
采用63t冲压机床,在冲床工作台面上,按固定上下专用模具及限度尺寸,利用固定尺寸挡板,按A、B号尺寸,将原料切断。
按铁道部规定技术要求验收:切头要平整,无毛刺,无变形,无压痕,保持圆的形状。
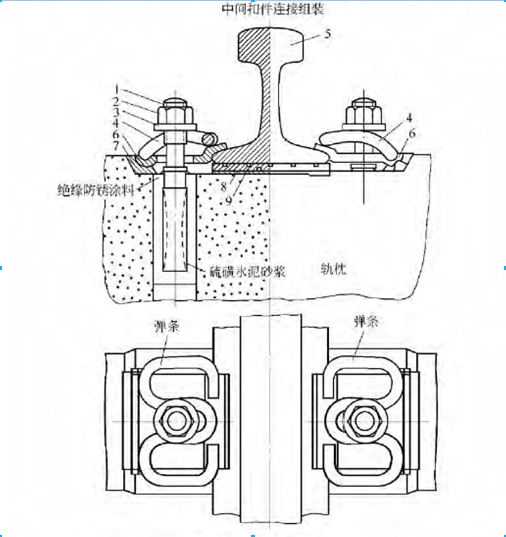
弹条扣件及A号弹条的结构下图所示。
更多信息
请直接与我公司服务人员联络(热线电话:0769-82621066/400-699-1286),以获得更多的有关铁路上预应力钢筋混凝土轨枕使用的配件——弹条扣件的制造工艺与热处理及其它结构钢、合结钢、合金钢、合金结构钢、易切削结构钢、低合金高强度结构钢、轴承钢、弹簧钢、耐热钢的选择、应用、热处理及库存等相关资料。
资料来源:东莞市弘超模具科技有限公司结构钢事业部
『版权所有,转载或引用请注明链接和出处』
【 浏览次数:13 】 【 加入时间:2013-07-31 10:56:26 】 【 关闭本页 】
技术服务
联系方式
东莞市鑫康创特殊钢有限公司合金结构钢事业部
联系人:康先生
手机:18925597988
电话:86 0769-82621066
传真:86 0769-82621099
邮箱:sales@hongchao-dg.cn
网址:www.gd-steel.com
QQ: 微信公众号:hcsteel
地址:中国·广东省·东莞市塘厦镇林村社区九桥巷43号