


深入分析滚动轴承的热处理
1.套筒和滚珠体的淬火和回火
热处理加热设备有许多类,如连续式网带炉、振底炉和推杆炉等i也有周期性的箱式炉、盐浴炉和中频感应加热炉等。这里以盐浴炉为例介绍热处理工艺。
(1)预热,将零件烘干,防止盐浴发生飞溅,同时可部分减少变形,.缩短加热保温时间,一般为加热时间的2 ---3倍。
(2)加热在50% NaCl+50% KCl盐浴中进行,GCr15、GCr15SiMn钢加热温度、保温系数同套筒的厚度关系见表7-10。
表7-10 GCr15、GCr15SiMn钢加热温度、保温系数同套筒的厚度关系
|
钢号 |
GCr15 |
GCr15SiMn |
||||
|
有效厚度/mm |
≤6 |
>6~8 |
>8-15 |
>8-13 |
>13-20 |
>20 |
|
加热温度/℃ |
840~850 |
845-855 |
850-860 |
840-850 |
845-855 |
850-860 |
|
保温系数/(min/mm) |
1.5 |
1.4 |
1.25 |
1.4 |
1.2 |
1. |
冷却介质为10±}或20#机械油,温度30~65℃,马氏体级别小于3级,硬度≥63HRC’组织为隐晶马氏体十细小结晶马氏体十残余合金渗碳体十残余奥氏体。
(3)回火在油炉和硝盐炉中进行,为获得高硬度和较高的强度和韧性,GCr15钢一般回火温度150~160℃,而GCr15SiMn为150 ~180℃。为了得到稳定的组织和消除内应力,一般同火36h。套筒的硬度为61~65HRC,滚珠体硬度为62~66HRC。
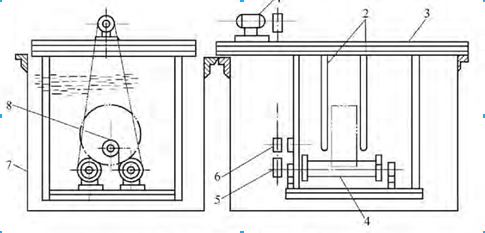
目前国内已有轴承套圈淬火机,实现了自动化操作。其装置如下图示。
2.对于精密轴承需采取以下措施
(1)补充回火,应在磨削加工后进行,所定温度比回火温度低20~30℃,时间为3h,以消除磨削应力。
(2)冷处理。由于轴承钢的Ms点为245℃,Mr是-70℃,因此室温下有较多的残余奥氏体,在使用过程中会分解导致轴承零件尺寸的变化,因此冷处理后减少了残余奥氏体量,尺寸的稳定性增加。
技术服务
联系方式
东莞市鑫康创特殊钢有限公司合金结构钢事业部
联系人:康先生
手机:18925597988
电话:86 0769-82621066
传真:86 0769-82621099
邮箱:sales@hongchao-dg.cn
网址:www.gd-steel.com
QQ: 微信公众号:hcsteel
地址:中国·广东省·东莞市塘厦镇林村社区九桥巷43号