


简单的介绍滚动轴承的制造和热处理
套筒的加工工艺路线:备料一锻造一球化退火一机械加工一磨削加工。
滚珠体的加工路线:备料一熟轧热压(或车削、冷镦)一球化退火(或再结晶退火)一机械加工一热处理一精密抛光。
1.球化退火为预备热处理
锻造后的组织为片状的珠光体,硬度为255~340HB,难于进行机加工,采用球化退火后降低了硬,便于机加工和提高表面质量,同时为最终的热处理做好了组织准备。实验表明原始珠光体为球状时,才能具有高的强度和良好的韧性,淬火后可获得高的基体硬度和疲劳强度,耐磨性得到提高,明显提高了使用寿命。文献[7]介绍,球状珠光体有三大优点:加热的温度范围宽,淬火变形和开裂概率减少;残余奥氏体的量减少。
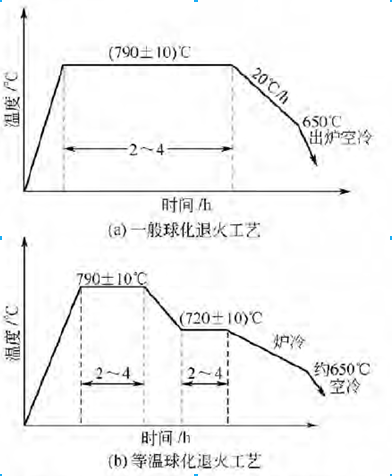
2.套筒的退火工艺
如下图所示。
3.滚动体的退火
它是热轧热压成形,组织为细片状的珠光体,应注意其加工余量小,锻造后应密封进行退火,以防被氧化或脱碳。一般温度比套筒的加热温度低,多为780叫790℃。对于低温热轧、热压或冷镦成形的滚动体,只进行再结晶退火,温度680~700℃保温4~6h来消除加工硬化和去除应力,以利于机械加工。
更多信息
请直接与我公司服务人员联络(热线电话:0769-82621066/400-699-1286),以获得更多的有关滚动轴承的制造和热处理及其它结构钢、合结钢、合金钢、合金结构钢、易切削结构钢、低合金高强度结构钢、轴承钢、弹簧钢、耐热钢的选择、应用、热处理及库存等相关资料。
资料来源:东莞市弘超模具科技有限公司结构钢事业部
『版权所有,转载或引用请注明链接和出处』
【 浏览次数:21 】 【 加入时间:2013-08-02 11:09:59 】 【 关闭本页 】
技术服务
联系方式
东莞市鑫康创特殊钢有限公司合金结构钢事业部
联系人:康先生
手机:18925597988
电话:86 0769-82621066
传真:86 0769-82621099
邮箱:sales@hongchao-dg.cn
网址:www.gd-steel.com
QQ: 微信公众号:hcsteel
地址:中国·广东省·东莞市塘厦镇林村社区九桥巷43号