


浅淡氧-煤喷吹技术有哪几种形式?
氧—煤喷吹技术。将电弧炉功率输入的有效动态控制与平衡的氧煤喷吹技术相结合,目的是使电能消耗减到最低限度并提高生产率。氧—煤喷吹技术有以下几种形式。
(1)浸入式喷吹
通过位于炉底部的风口喷吹02的作用是,均匀地分配炉中的氧气,以增加熔池的搅拌效果,以便获得最大的脱碳速率;同时,在即将离开熔池时产生CO后燃烧并放出能量以供冶炼利用。喷吹CH4(甲烷)、N2或C02,主要是冷却风口的端部。
风口的位置是在炉子的冷点部位。每个风口均有两根管构成,内层管喷吹氧(02)并由纯铜制成,外层管为带刻度的不锈钢管。这两根管被插入键孔的风口耐火材料(镁碳砖)内由支架支承着。冷却的混合气流通过由上述2根管构成的环形槽隙流通,天然气或其他气体的喷吹进入冷却风口顶端,在风口出口周围产生多孔隆起物“蘑菇”,它可减少对耐火材料的烧蚀。但CH4与02的比例必须精确控制在0. 10-0.30范围,该比例可决定产生“蘑菇”的形状和尺寸。
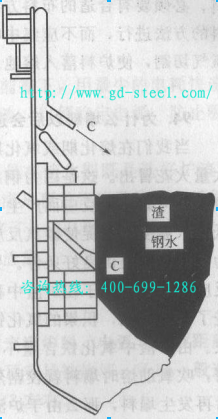
(2)侧壁风口喷碳
通过安装在炉子侧壁的陶瓷管和碳粉喷枪,用压缩空气把碳粉直接吹入渣层。喷碳使渣中和熔池中的铁氧化物减小。陶瓷侧壁风口的布置如下图所示。该系统达到的效果如下。
①碳和氧在钢中直接反应,释放出热量并生成CO。
②控制渣子的氧化性,特别是精炼阶段。
③形成泡沫渣,以便‘炉内长弧埋弧操作。
④减少了炉壁耐火材料的侵蚀。
(3)超音速氧枪
氧枪提供大量的氧气,用于对炉料脱碳、废钢中某些元素的燃烧和释放出能量。氧枪和炉底风口的联合使用,对增加脫碳速率和获得CO后燃烧效益都很重要。根据熔池中的含碳量情况,使用氧枪是有时间限制的。
(4)烧嘴
烧嘴的作用是提供辅助能源来加速熔化废钢。火焰的特性可在很大的范围变化,这样在熔化的各个阶段可提供最佳的工作方式。在能量传输效率很高的初始阶段之后,烧嘴的作用 嗽就是喷吹氧气使co产生后燃烧。这种CO是由氧枪和底部风口吹氧作用产生的。该反应式如下:
2CO十02 ---2C02+热量
这种反应在理论上的能量释放,在标准状态下为6. 2kW .h/IT13氧气(CO和C02,在1600℃)。利用在炉中的强烈反应后燃烧,每标准立方米的氧气可节约电能4kW.H左右。
更多信息
请直接与我公司服务人员联络(热线电话:0769-82621066/400-699-1286),以获得更多的有关日本SNC236合金结构钢及其它结构钢、合结钢、合金钢、合金结构钢、易切削结构钢、低合金高强度结构钢、轴承钢、弹簧钢、耐热钢、日本合金结构钢SCr420、日本SCM415结构钢、13Cr11Ni2W2MoV耐热钢、15Cr12WMoV(1Cr12WMoV)马氏体耐热钢等的选择、应用、热处理及库存等相关资料。
资料来源:东莞市弘超模具科技有限公司结构钢事业部
『版权所有,转载或引用请注明链接和出处』
【 浏览次数:15 】 【 加入时间:2013-08-21 10:57:27 】 【 关闭本页 】
结构钢新闻
联系方式
东莞市鑫康创特殊钢有限公司合金结构钢事业部
联系人:康先生
手机:18925597988
电话:86 0769-82621066
传真:86 0769-82621099
邮箱:sales@hongchao-dg.cn
网址:www.gd-steel.com
QQ: 微信公众号:hcsteel
地址:中国·广东省·东莞市塘厦镇林村社区九桥巷43号